Particle properties affect the degree of separation that can be achieved with sedimentation. Size, shape, surface chemistry, and solids density all influence this process. These properties must be considered when selecting a rise rate, solids loading, and bed depth for a thickener. Rise rate parametrizes the area required to recover the design flow or solids loading, the design dry tonnage. In high rate thickener (HRT) designs the rise rate or solids loading will dictate the required tank diameter for any given throughput. In high compression (HCT) and paste (PT) applications the bed depth or the mass of solids in the thickener must also be selected to ensure the desired underflow density from the thickener is achieved.
By adding flocculants and increasing the depth of the solids bed in thickeners, higher degrees of separation can be achieved. At low concentrations solid-liquid mixtures behave like a liquid (described primarily by a viscosity) and at high concentrations they can be better described as a paste or plastic with yield stress the best descriptor. In a small region of the transition from liquid to paste the pulp displays a rapid increase in yield stress. At high levels of separation the increase in yield stress may reach the limit of pumpability or greatly increase the rake torque, which in-practice limits the degree of separation achievable.
Despite the simple structure of a thickener it is quite difficult to see or measure what is happening inside. Many thickener installations operate with water recovery below design limits largely through conservative control and low prioritization of thickener optimization.
The operation of the thickener must accommodate fluctuations – control for disturbances – in the process feed stream to deliver a clear overflow and thickened underflow. This control is achieved by manipulating both the flocculant addition and the rate of underflow withdrawal (typically pumping). The flocculant addition should be adjusted to suit the solids input and is mostly affected by the processing rate. Simple systems with constant feed can use flocculant pump speed control, more advanced control systems utilize a ratio controller to maintain a constant “grams per ton” dose rate. Unfortunately, fluctuations in ore type can significantly change the dosage of flocculant required and require a feedback to the “grams per ton” constant.
The discharge rate of underflow slurry is manipulated to maintain a steady solids inventory in the thickener. It should be remembered that both the thickener rakes and the underflow pumps (or valves) transport the thickened underflow. The size of the solids inventory determines the bed depth and the residence time that solids will experience in the thickener. This, in turn, determines the underflow slurry rehology and the water recovery to overflow. Generally, operators directly manipulate the underflow pump speed to maintain a constant solids inventory; site process engineers determine the inventory set-point.
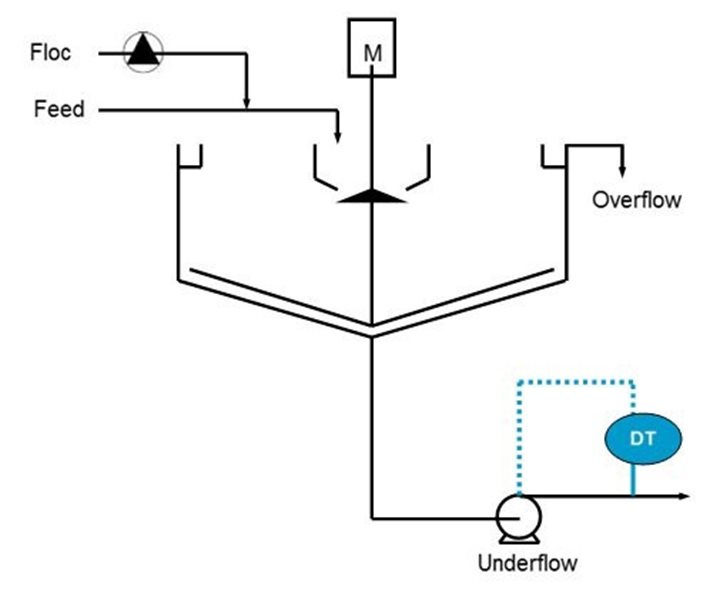
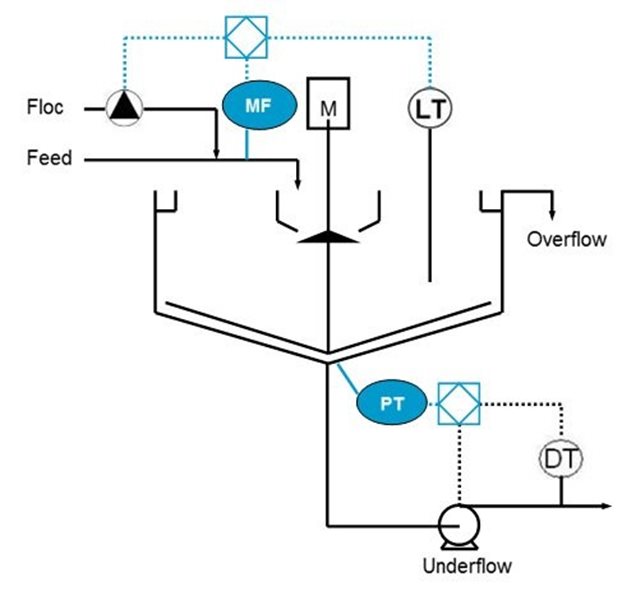
Good control systems should be able to monitor the rate limiting variable and apply control strategies to maintain optimum conditions. Often this rate limiting step is defined by pumping capacity. Simple density control strategies using PID feedback loops (figure 2) do not allow for the dead time inherent in the system and may lead to cyclic loading and emptying with the consequent underflow variability. Better strategies (figure 3) keep the thickener inventory constant through feedback from either bed level or pressure, and utilize flow control to ensure that pipeline disturbances are never seen by the thickener. By controlling flocculation and solids inventory, the thickening process is stabilized and consistent, optimum; underflow density can be achieved through manual optimization. An advantage of inventory control is that inventory responds much faster than density to changes in underflow withdrawal and simple PID feedback can be effective. More advanced systems can use measurements of the solids feed rate to further improve the control system dynamics. Inventory can be indicated by a simple pressure transmitter located on the floor of the thickener, under the feedwell.